冲压零部件品质异常报告单
QUALITY ABNORMALITY REPORT FOR STAMPING PARTS
报告编号: QC-PI-20250724-001
报告日期: 2025年07月25日
产品批次号: 7/14批次
一、基础信息
| 项目 | 内容 | 项目 | 内容 |
|---|---|---|---|
| 客户名称 | 全盛焊接 | 项目代号 | N1 |
| 零件件号 | DL9A1455/56 | 零件名称 | 六分中间侧支架-左/六分中间侧支架-右 |
| 发现区域 | 全盛焊接区 | 责任单位 | 创新(冲压部) |
| 发现日期 | 2025年07月24日 | 紧急程度 | 紧急 |
二、问题描述
| 缺陷类型 | 缺陷数量 | 具体现象描述 |
|---|---|---|
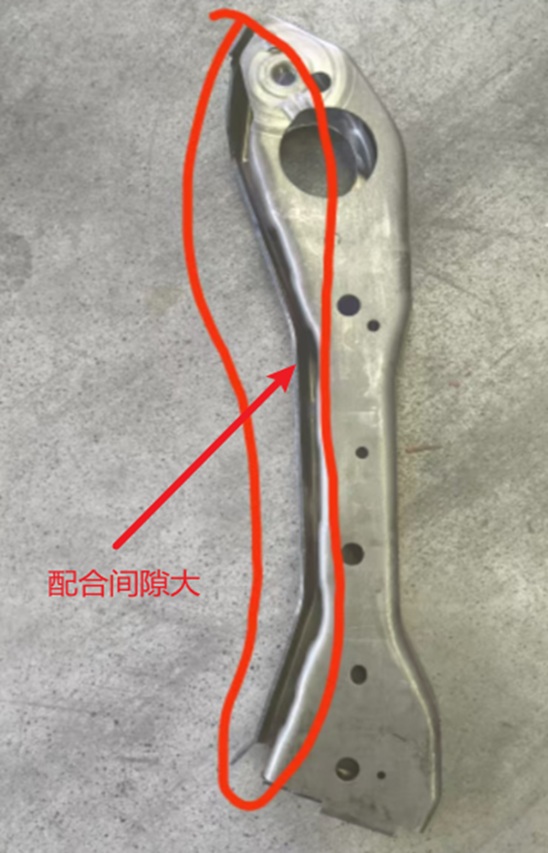
| 尺寸不良 | 批量 |
DL9A1455/56 左右件互配后焊接面间隙偏大:
|
|
(请标注问题位置与测量点) |
||
三、原因分析
| 分析层级 | 分析内容 |
|---|---|
| 直接原因 |
|
| 根本原因 |
|
四、处理措施
| 措施类型 | 措施内容 | 责任部门 | 完成时间 |
|---|---|---|---|
| 临时措施 |
|
品质部 | 立即执行 |
| 长期整改 |
|
工程部 | 2025-08-10 |
五、验证跟进
| 验证项目 | 结果 | 验证人/日期 |
|---|---|---|
| 返修后合格率 | 98.7% (目标:100%) 待改善 | 张明 / 2025-07-25 |
| 模具整改效果 | 待验证 | |
| 措施有效性确认 | 进行中 |
报告人:
品质工程师:李华
审核人:
品质总监:王峰
分发部门: 生产部、工程部、品质部、冲压车间、客户质量对接组